
Thermal Deburring
(TEM)
Thermal Energy Method (TEM) removes burrs from the entire part volume in a single controlled combustion cycle — including cross-hole burrs and internal channels that no mechanical tool can reach.
Principle of the TEM Machine
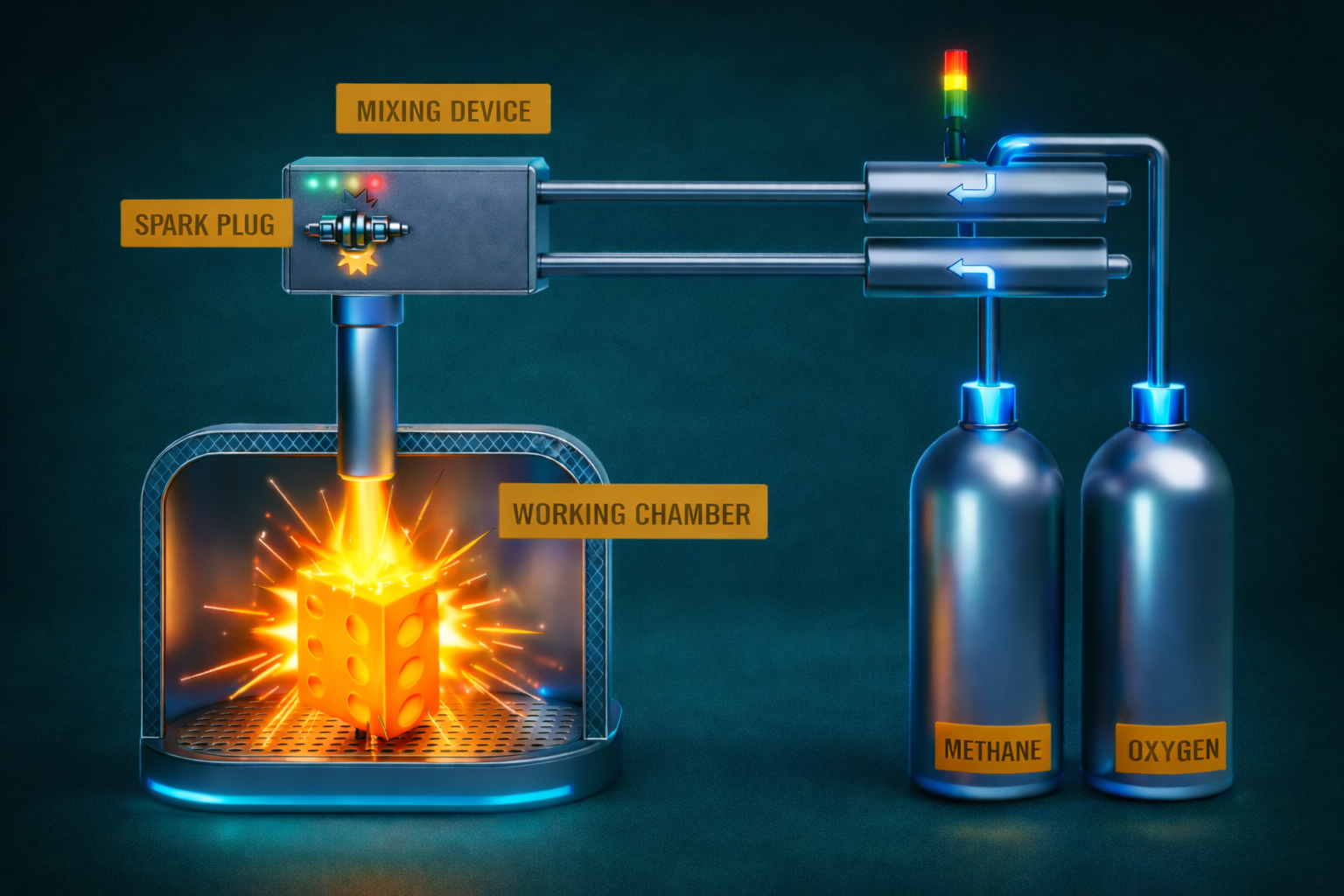
Visualization — Principle of Thermal Deburring
How Thermal
Deburring Works
The part is placed in a sealed combustion chamber. A precise mixture of oxygen and fuel gas is ignited — the resulting exothermic reaction burns all burrs simultaneously.
Part loading
The workpiece is placed in the chamber on a fixture. Multiple parts can be processed in a single cycle.
Chamber sealing
The chamber is hydraulically sealed. Gas mixture is introduced at controlled pressure.
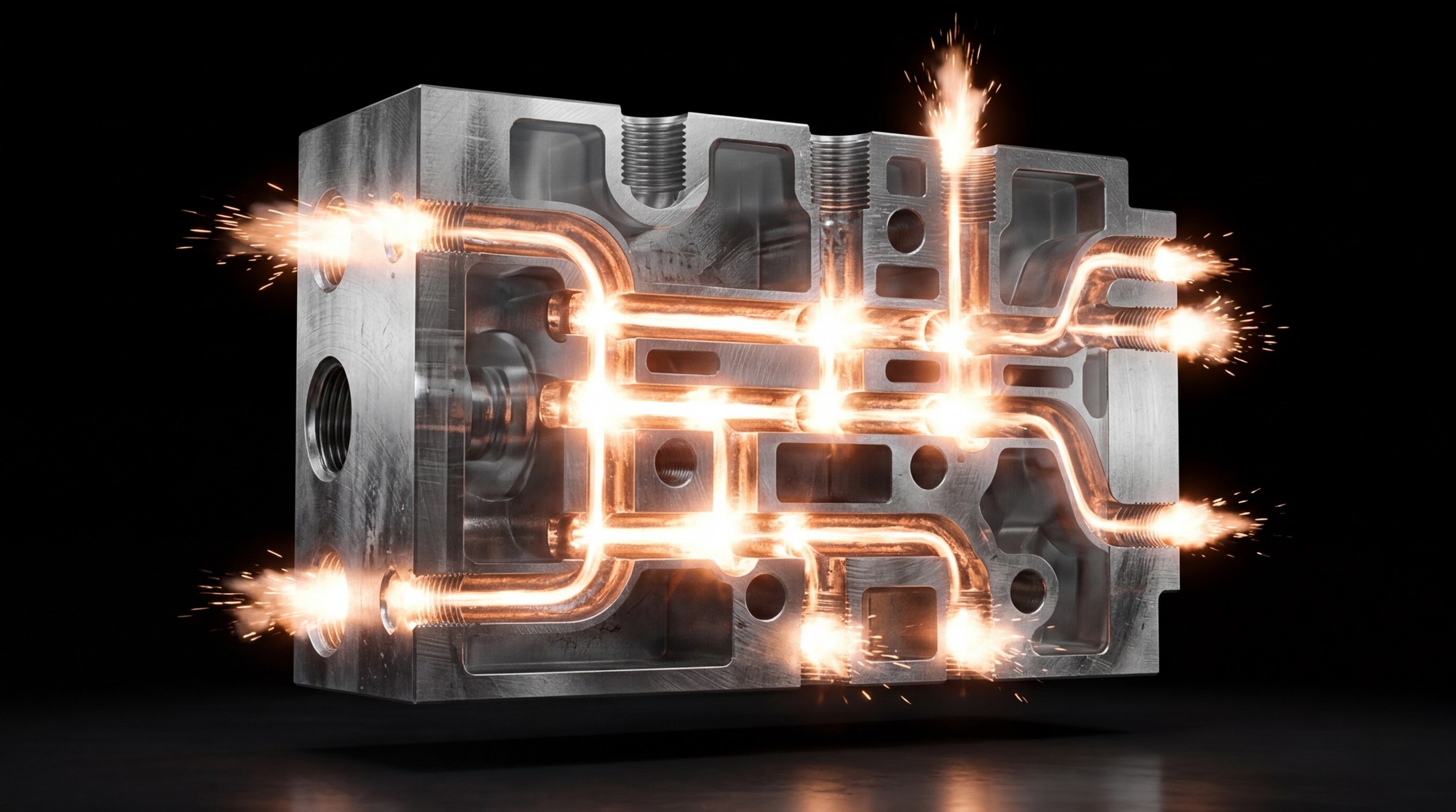
Combustion
The gas mixture ignites. Temperatures peak at 3,000 °C for 20 ms — burrs oxidise completely. The part surface absorbs minimal heat.
Where TEM
Is Used
TEM is the preferred solution wherever burrs are located in inaccessible positions — cross-holes, blind bores, intersecting channels.
Hydraulic manifolds
Cross-hole burrs in valve bodies and hydraulic blocks are completely removed in one cycle. No residual particles — critical for contamination-sensitive circuits.
Automotive powertrain
Cylinder heads, injection pump housings, transmission valves — TEM is a standard process in automotive series production.
HPDC aluminium & zinc
Die-cast flash and internal burrs in HPDC parts are removed without mechanical contact. Ideal for thin-walled components.
Pneumatic components
Precision bores in pneumatic valves and actuators require clean, particle-free intersections. TEM achieves this reliably.
Why TEM
- Removes burrs from all internal and inaccessible locations in one cycle
- No mechanical contact — zero risk of surface damage
- Processes multiple parts simultaneously
- Consistent, repeatable results across high-volume series
- Removes cross-hole burrs that no other method can reach
- No residual particles — compliant with hydraulic and pneumatic cleanliness standards
- Short cycle time — typically under 30 seconds
- Suitable for aluminium, steel, zinc, brass and cast iron
TEM vs. Alternative Methods
| Feature | TEM | ECM | HDW |
|---|---|---|---|
| Cross-hole burrs | ✔ Excellent | ✔ Excellent | ~ Conditional |
| Internal channels | ✔ All depths | ✔ With tooling | ~ Limited |
| No mechanical contact | ✔ Yes | ✔ Yes | ✔ Yes |
| Multiple parts per cycle | ✔ Yes | ✖ Typically 1 | ~ Fixture-dependent |
| Surface quality | ✔ Clean oxide layer | ✔ Excellent | ✔ Good |
| Investment cost | Medium | High | Medium |
Frequently Asked Questions
Send us your drawing
Share a PDF, DWG or photo of the part. We will recommend the right deburring method and provide a no-obligation quote within 24 hours.
Send Drawing or Photo