
Abrasive Flow
Machining (AFM)
Abrasive media is hydraulically forced through internal passages of the part. The abrasive action removes burrs, micro-irregularities and sharp edges while simultaneously polishing the channel walls.
How Abrasive Flow
Machining Works
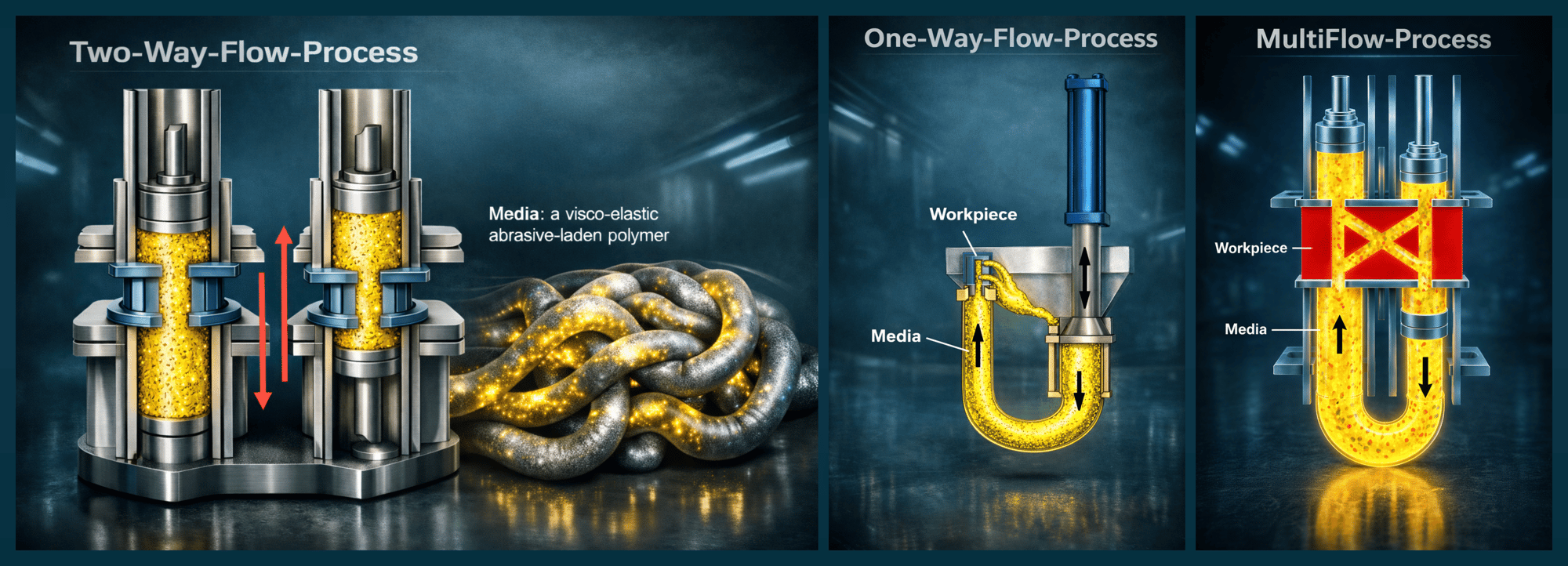
A semi-solid abrasive compound is extruded back and forth through the part's internal passages under controlled hydraulic pressure.
Fixturing
The part is clamped in a tooling fixture that directs the media flow through the target passages.
Abrasive extrusion
Abrasive compound is pushed through the passage in alternating directions under programmed pressure and stroke.
Simultaneous polishing
Burrs are removed and bore surfaces are polished in the same operation — Ra values down to 0.1 μm are achievable.
Visualization — AFM Process Principle
Where AFM
Is Used
AFM is used wherever internal surface quality and burr-free intersections directly affect flow, pressure drop or fatigue life.
Hydraulic manifolds & servo valves
Critical flow passages are deburred and polished to reduce pressure drop and eliminate particle generation.
Fuel injection components
Nozzle bores and fuel gallery intersections require sub-micron surface finish combined with complete burr removal.
Aerospace turbine components
Cooling holes and internal passages in turbine blades and discs are finished to tight surface specifications.
Medical implants
Internal bores and channels in bone fixation devices and implants are deburred and polished for biocompatibility.
Why AFM
- Deburring and surface polishing in a single operation
- Reaches all internal passages accessible to fluid flow
- Consistent, measurable surface finish (Ra down to 0.1 μm)
- No thermal stress — room-temperature process
- Improves flow characteristics and reduces pressure drop
- Applicable to complex 3D internal geometries
- Works on steel, aluminium, titanium and super-alloys
- Process is fully controllable and documentable
AFM vs. Alternative Methods
| Feature | AFM | TEM | ECM |
|---|---|---|---|
| Internal channel polishing | ✔ Excellent | ✖ No polishing | ✔ Good |
| Cross-hole burrs | ✔ Yes | ✔ Excellent | ✔ Excellent |
| Surface finish control | ✔ Ra to 0.1 μm | ✖ No control | ✔ Good |
| Cycle time | 5–30 min | < 1 min | 2–10 min |
| Investment cost | High | Medium | High |
Frequently Asked Questions
Send us your drawing
Share a PDF, DWG or photo of the part. We will recommend the right deburring method and provide a no-obligation quote within 24 hours.
Send Drawing or Photo