
Co je elektrochemické
odjehlování (ECM)
Elektrochemické odjehlování (ECM — Electrochemical Machining) je proces, při kterém dochází k řízenému rozpouštění materiálu pomocí elektrického proudu v elektrolytu.
Princip procesu
ECM
Díl je zapojen jako anoda (+), nástroj jako katoda (−). Mezi nimi proudí elektrolyt a je přivedeno elektrické napětí:
Anodické rozpouštění
Dochází k anodickému rozpouštění materiálu na povrchu dílu.
Selektivní účinek
Otřepy se selektivně rozpouštějí — přednostně v místech s nejvyšší proudovou hustotou.
Odnos materiálu
Materiál je odnášen elektrolytem. Proces probíhá bez mechanického kontaktu.
Schéma — Princip elektrochemického odjehlování
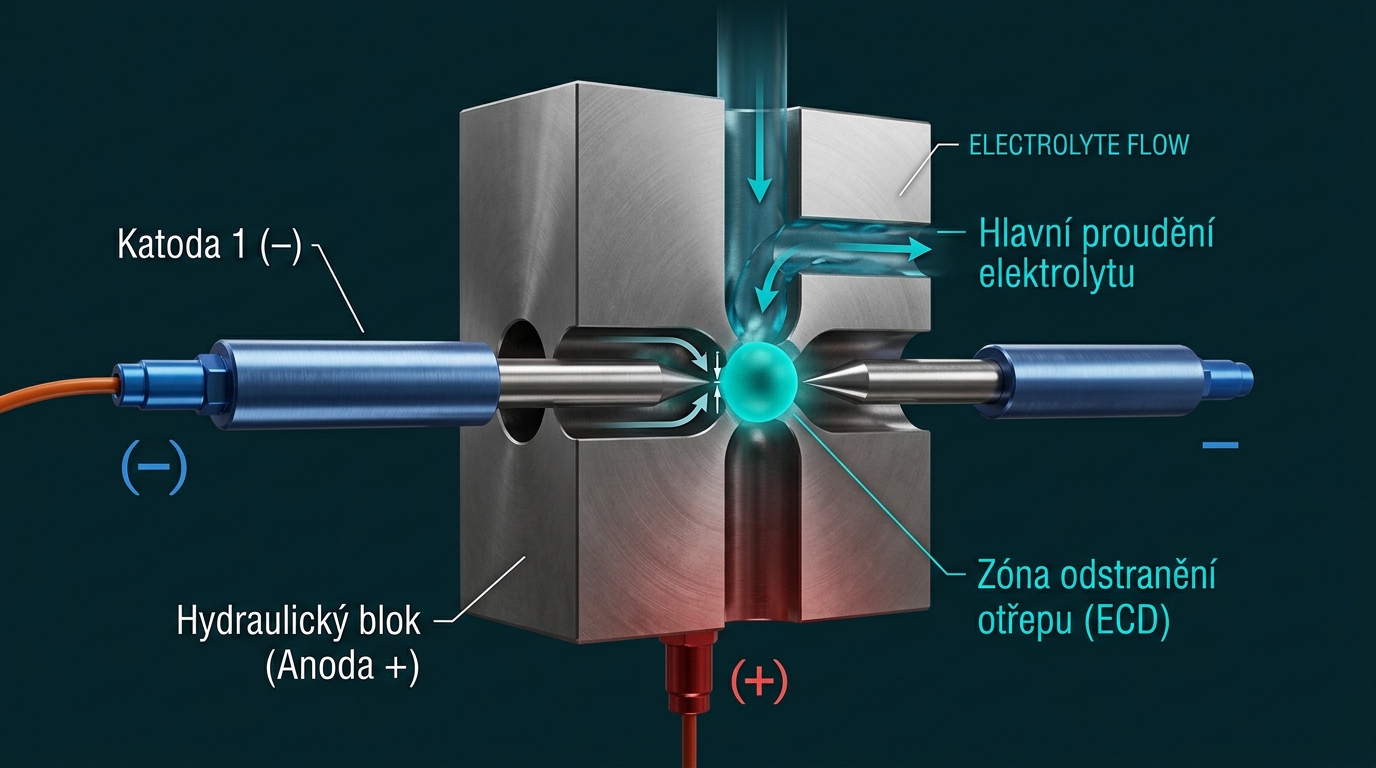
Díl (anoda +) a katodové hroty (−) jsou odděleny procesní mezerou s proudícím elektrolytem. Otřep v průniku vrtání se selektivně rozpouští — bez mechanického kontaktu.
Kde se ECM
používá
Metoda je vhodná pro díly s otřepy v místech, kde je vyžadována vysoká přesnost a kde mechanické nástroje nemohou dosáhnout požadovaného výsledku.
Vhodné geometrie
- Vnitřní otřepy
- Křížení vrtání
- Přesné hrany
- Složité a nepřístupné geometrie
Typická odvětví
- Přesné strojírenství
- Hydraulické díly
- Pneumatické díly
- Jemné komponenty
Nejste si jistí, zda je ECM ta správná volba?
Porovnejte všechny metody v rozhodovací matici — filtrujte podle materiálu, geometrie a série výroby.
Pomůže vám vybrat správnou technologii během 30 sekund
Charakter
procesu ECM
Selektivní
Zaměřený na konkrétní oblasti — otřepy se rozpouštějí přednostně.
Bezkontaktní
Proces probíhá bez mechanického kontaktu s dílem.
Bez mechanického zatížení
Žádné mechanické síly nepůsobí na povrch dílu.
Vysoká přesnost
Přesné řízení procesu umožňuje definované výsledky.
Výsledek
procesu ECM
Odstranění otřepů
Spolehlivé odstranění otřepů v cílených oblastech dílu.
Definované zaoblení hran
Přesné zaoblení hran podle požadované specifikace.
Velmi kvalitní povrch
Hladký povrch bez stop po nástroji nebo mechanickém kontaktu.
Bez tepelného ovlivnění
Proces nevytváří tepelné zatížení — nedochází k tepelným změnám materiálu.
Bez mechanického poškození
Žádné otisky, rýhy, deformace nebo mechanické stopy na povrchu.
Rychlost
a produktivita
Proces umožňuje odjehlování více dílů současně v jednom pracovním cyklu.
Zpracovávané
materiály
Vhodné i pro obtížně obrobitelné materiály. Podmínkou je elektrická vodivost materiálu.
Technické
řešení
Používají se speciální přípravky (katody), které určují místo odjehlování:
Více dílů v cyklu
Více dílů může být upnuto v jednom cyklu.
Flexibilní automatizace
Proces může být manuální nebo automatizovaný.
Přesná katoda
Nutná přesná konstrukce katody pro optimální výsledek.
Po procesu
- Oplach
- Neutralizace
- Ochrana proti korozi
Silné stránky
procesu ECM
Omezení
procesu ECM
Elektricky vodivý materiál
Nutnost elektricky vodivého materiálu — nevodivé materiály nelze zpracovat.
Technologická náročnost
Vyšší technologická náročnost procesu — vyžaduje odbornou přípravu a řízení.
Investiční náklady
Vyšší investiční náklady ve srovnání s jednoduchými mechanickými metodami.
Maximální velikost otřepu
Maximální velikost otřepu cca do 0,3 mm.
Riziko zkratu
Riziko zkratu při nevhodné geometrii nebo nedostatečné vzdálenosti katody od dílu.
Faktory ovlivňující
proces
Tvar a konstrukce katody
Geometrie katody určuje místo a intenzitu odjehlování.
Vzdálenost katoda–díl
Vzdálenost mezi katodou a dílem ovlivňuje rozložení proudu.
Složení a proudění elektrolytu
Typ a průtok elektrolytu ovlivňuje kvalitu a rovnoměrnost procesu.
Napětí a proud
Elektrické parametry řídí intenzitu rozpouštění materiálu.
Geometrie dílu a otřepu
Tvar dílu a velikost otřepu určují potřebné nastavení procesu.
Negativní vlivy
- Nečistoty (olej, emulze)
- Izolující vrstvy
- Příliš velké otřepy
Opakovatelnost
procesu
Procesní stabilita
Vysoká procesní stabilita napříč výrobními sériemi.
Minimální opotřebení
Minimální vliv opotřebení nástroje na kvalitu výsledku.
Sériová výroba
Vhodné pro sériovou výrobu s konzistentní kvalitou.
Kontrola
kvality
Před procesem
- Definice požadované hrany a povrchu
Během procesu
- Kontrola parametrů (napětí, proud, průtok elektrolytu)
Po procesu
- Mikroskopická kontrola
- Profilometrie
- Měření hran a kontur
- Kontrola vnitřních struktur (např. endoskop)
Často kladené
otázky
Shrnutí
Elektrochemické odjehlování je přesná a selektivní technologie pro odstraňování otřepů u složitých dílů. Umožňuje stabilní a opakovatelný proces bez mechanického a tepelného zatížení, pokud je správně navržen a řízen.
Přesnost
Selektivní a cílené odjehlování s definovaným výsledkem.
Stabilita
Opakovatelný proces bez mechanického a tepelného zatížení.
Kvalita povrchu
Hladké povrchy a definované zaoblení hran.